



Китай OEM персонализиран сфероидален графитен чугунен детайл от продукти за леене на черупки сCNC обработка, топлинна обработка и повърхностна обработка.
Механични свойства на сферографитен (нодуларен) чугун | ||||||||
| Артикул съгласно DIN EN 1563 | Мерна единица | EN-GJS-350-22-LT | EN-GJS-400-18-LT | EN-GJS-400-18 | EN-GJS-500-7 | EN-GJS-600-3 | EN-GJS-700-2 | EN-GJS-800-2 |
| EN-JS 1015 | EN-JS 1025 | EN-JS 1020 | EN-JS 1050 | EN-JS 1060 | EN-JS 1070 | EN-JS 1080 | ||
| Якост на опън | Rm min.MPA | 350 | 400 | 400 | 500 | 600 | 700 | 800 |
| 2% граница на провлачване | Rp0,2 min.MPA | 220 | 240 | 250 | 320 | 370 | 420 2) | 480 2) |
| Удължение | A % | 22,0 | 18,0 | 18,0 | 7,0 | 3,0 | 2,0 | 2,0 |
| Твърдост | HB | 110-150 | 120-160 | 140-190 | 170-220 | 200-250 | 230-280 | 250-330 |
| Конструкции | главно феритни | главно феритни | главно феритни | ферит + перлит | ферит + перлит | предимно перлит | всички перлитни | |
| Напрежение на срязване | σaB MPa | 315 | 360 | 360 | 450 | 540 | 630 | 720 |
| Усукване | TtB MPa | 315 | 360 | 360 | 450 | 540 | 630 | 720 |
| Модули на еластичност | E GPa | 170 | 170 | 170 | 175 | 175 | 175 | 175 |
| Поасоново число | v – | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 |
| Якост на натиск | σdB MPa | – | 700 | 700 | 800 | 870 | 1000 | 1150 |
| Издръжливост на счупване | Klc MPa ·√m | 31 | 30 | 30 | 25 | 20 | 15 | 14 |
| Плътност | g/cm3 | 7,1 | 7,1 | 7,1 | 7,1 | 7,2 | 7,2 | 7,2 |

Леене на черупкипроцесът се нарича още процес на пясъчно леене със смола с предварително покритие, отливки с гореща черупка или процес на леене на сърцевина. Основният формовъчен материал е пясъкът от фенолна смола с предварително покритие, който е по-скъп от зеления пясък и пясъка от фуранова смола. Освен това този пясък не може да се използва за рециклиране.
Процесът на самовтвърдяващо се пясъчно леене с фуранова смола (процес без изпичане) използва покрития с фуранова смола пясък за формиране на леярската форма. След като смесите равномерно оригиналния пясък (или регенериран пясък), течната фуранова смола и течния катализатор и ги напълните в кутията със сърцевина (или кутия с пясък), след което я стегнете, за да се втвърди във форма или калъп в кутията с сърцевина (или пясък кутия) при стайна температура. След това се формира леярската форма или леярското ядро, което се нарича самовтвърдяващо се формоване на кутия със студена сърцевина (ядро) или метод на самовтвърдяване (ядро).
Тъй като матрицата се формира при стайна температура и няма нужда от нагряване, самовтвърдяващото се пясъчно леене също се нарича процес на леене без печене. Методът на самовтвърдяване може да бъде разделен на метод на самовтвърдяване на катализирана с киселина фуранова смола и фенолно-смолен пясък, метод на самовтвърдяване на пясък от уретанова смола и метод на самовтвърдяване на фенолен моноестер.
Като самовтвърдяващ се пясък за свързване в студена кутия, пясъкът от фуранова смола е най-ранният и в момента най-широко използван синтетичен пясък за свързване в китайската леярна. Количеството добавена смола в пясъка за формоване обикновено е 0,7% до 1,0%, а количеството добавена смола в пясъка за сърцевина обикновено е 0,9% до 1,1%. Съдържанието на свободен алдехид във фуранова смола е под 0,3%, а някои фабрики са спаднали до под 0,1%. В леярните в Китай самовтвърдяващият се пясък от фуранова смола е достигнал международно ниво, независимо от производствения процес и качеството на повърхността на отливките.
Ковкият чугун, който също се нарича нодуларен чугун, сферичен графитен чугун или накратко просто SG чугун, представлява група от чугуни. Нодуларният чугун получава нодуларен графит чрез сфероидизация и инокулация, което ефективно подобрява механичните свойства на чугуна, особено пластичността и якостта, така че да се получи по-висока якост от въглеродната стомана.
Отливките от сферографитен чугун имат по-добри показатели за поглъщане на удари от въглеродната стомана, докато отливките от въглеродна стомана имат много по-добра заваряемост. И до известна степен отливките от пластичен метал могат да имат някои показатели за устойчивост на износване и ръжда. Така че отливката от сферографитен чугун може да се използва за някои корпуси на помпи или водоснабдителни системи. Все пак трябва да вземем предпазни мерки за защитата им от износване и ръжда.
Ковкият чугун не е отделен материал, а е част от група материали, които могат да бъдат произведени, за да имат широк спектър от свойства чрез контрол на микроструктурата. Общата определяща характеристика на тази група материали е формата на графита. В сферографитен чугун графитът е под формата на нодули, а не на люспи, както е в сивия чугун. Острата форма на люспите от графит създава точки на концентрация на напрежение в металната матрица, а заоблената форма на нодулите е по-малко, като по този начин възпрепятства създаването на пукнатини и осигурява повишената пластичност, която дава името на сплавта. Така че най-общо казано, ако сферографитът може да отговори на вашите изисквания, сферографитът може да бъде вашият първи избор вместо въглеродна стомана за вашите отливки.

| Покрити със смола пясъчни леярски метали и сплави | |
| Метал и сплави | Популярен клас |
| Сив чугун | GG10~GG40; GJL-100 ~ GJL-350; |
| Ковък (нодуларен) чугун | GGG40 ~ GGG80; GJS-400-18, GJS-40-15, GJS-450-10, GJS-500-7, GJS-600-3, GJS-700-2, GJS-800-2 |
| Austempered сферографитен чугун (ADI) | EN-GJS-800-8, EN-GJS-1000-5, EN-GJS-1200-2 |
| Въглеродна стомана | C20, C25, C30, C45 |
| Легирана стомана | 20Mn, 45Mn, ZG20Cr, 40Cr, 20Mn5, 16CrMo4, 42CrMo, 40CrV, 20CrNiMo, GCr15, 9Mn2V |
| Неръждаема стомана | Феритна неръждаема стомана, мартензитна неръждаема стомана, аустенитна неръждаема стомана, втвърдяваща се неръждаема стомана, дуплексна неръждаема стомана |
| Алуминиеви сплави | ASTM A356, ASTM A413, ASTM A360 |
| Месинг/сплави на медна основа | C21000, C23000, C27000, C34500, C37710, C86500, C87600, C87400, C87800, C52100, C51100 |
| Стандарт: ASTM, SAE, AISI, GOST, DIN, EN, ISO и GB | |
Предимствата на самовтвърдяващите се пясъчни отливки с покритие от фуранова смола:
1) Подобрете точността на размерите на отливките и грапавостта на повърхността.
2) Втвърдяването на пясъка на формата (сърцевината) не изисква изсушаване, което може да спести енергия и могат да се използват и евтини дървени или пластмасови кутии и шаблони за сърцевина.
3) Самовтвърдяващият се пясък за формоване е лесен за уплътняване и свиване, лесни за почистване на отливки, а старият пясък може да бъде рециклиран и използван повторно, което значително намалява трудоемкостта на изработване на сърцевината, моделиране, падане на пясък, почистване и други връзки, и лесно е да се реализира механизация или автоматизация.
4) Масовата част на смолата в пясъка е само 0,8% ~ 2,0%, а общата цена на суровините е ниска.
Тъй като методът на самовтвърдяване има много от гореспоменатите уникални предимства, методът на самовтвърдяване се използва не само за направата на сърцевини, но и за формоване на отливки. Той е особено подходящ за производство на единични части и малки партиди и може да произвежда чугун, лята стомана и отливки от цветни сплави. Някои китайски леярни напълно замениха глинените сухи пясъчни форми, циментовите пясъчни форми и частично замениха пясъчните форми от водно стъкло.

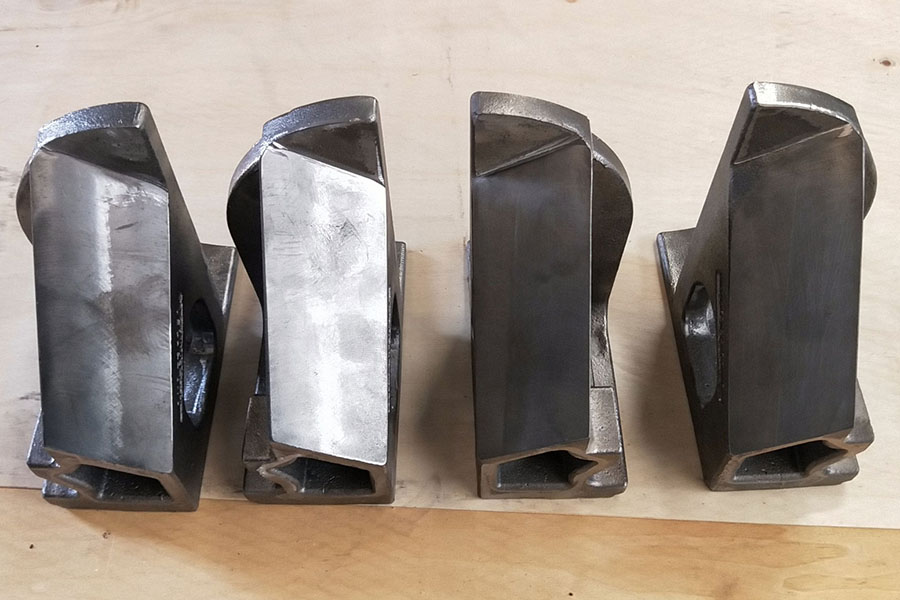

Части от пластичен чугун







{kind=link}